This article is written by Aayushi Dokania.
Less than half of used clothes are collected for reuse or recycling when they are no longer needed, and only 1 % are recycled into new clothes, since technologies that would enable recycling clothes into virgin fibers are only starting to emerge. There are innumerable environmental concerns associated with the growing textile industry.
From an environmental point of view, the clothes we wear can cause a great deal of damage. The future being sustainable requires alternatives to tackle these concerns. Nanotechnology is one such emerging field to tackle the issue of sustainability and explore newer possibilities.
Nanotechnology (NT) deals with materials 1 to 100 nanometre (nm) in length. (Or) Nanotechnology is a field of research and innovation concerned with building 'things' - generally, materials and devices - on the scale of atoms and molecules. A nanoparticle is a small particle that ranges between 1 to 100 nanometres ( 10-9 ) in size.
Related article: Nano Finishing in Textiles - An Introduction
Nanotechnology (NT) deals with materials 1 to 100 nanometre (nm) in length. (Or) Nanotechnology is a field of research and innovation concerned with building 'things' - generally, materials and devices - on the scale of atoms and molecules. A nanoparticle is a small particle that ranges between 1 to 100 nanometres ( 10-9 ) in size.
Related article: Nano Finishing in Textiles - An Introduction
Nanotechnology also has real commercial potential for the textile industry. This is mainly due to the fact that conventional methods used to impart different properties to fabrics often do not lead to permanent effects, and will lose their functions after laundering or wearing. Nanotechnology can provide high durability for fabrics, because nano-particles have a large surface area-to-volume ratio and high surface energy, thus presenting better affinity for fabrics and leading to an increase in durability of the function. In addition, a coating of nano-particles on fabrics will not affect their breathability or hand feel.
NANO-FIBERS:
The textile substrate is subjected to nanoparticles like graphene, carbon nanotubes and various other nanoparticles such as metal and metal oxides (example: Zinc Oxide). The fibers which have additional enhanced properties due to the use of nanoparticles are called nanofibers. Nanofibers are produced by electro-spinning and split spinning methods. Metal ions and static electricity play a crucial role in enhancing the fiber properties in nanofibers.Advantages of nanofibers:
Multifunctional properties like good filtration and high permeability
- Increased toughness
- Increased abrasion resistance
- Ability to filter toxic gases and pathogens
- Increased tensile strength
Some of the properties imparted are:
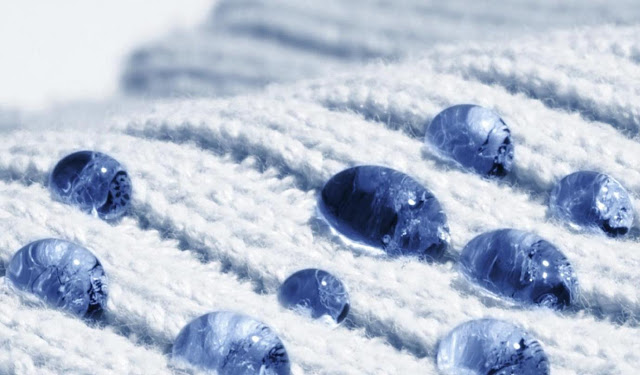
1. WATER REPELLENCE
The water-repellent property of fabric created by nano-whiskers, which are hydrocarbons and 1/1000 of the size of typical cotton fiber, when added to the fabric create a peach fuzz effect without lowering the strength of cotton. The spaces between the whiskers on the fabric are smaller than the typical drop of water but still larger than water molecules; water thus, remains on the top of the
whiskers and above the surface of the fabric. However, liquid can still pass through the fabric, if pressure is applied to it. This sort of surface engineering, which is capable of replicating hydrophobic behavior, can be utilized in developing special chemical finishes for producing water-and/or stain- resistant fabrics while complementing the other desirable fabric attributes, such as breathability, softness and comfort.
2. UV-PROTECTION
The UV-protected garments provide protection against hazardous sunlight. Organic UV blockers as they are non-toxic and chemically stable under exposure to both high temperatures and UV. However, inorganic UV blockers contain semiconductors. Nano-sized titanium dioxide and zinc oxide (which are also semiconductors) are more efficient at absorbing and scattering UV radiation than the conventional size and are thus better to provide protection against UV rays. This is due to the fact that nano-particles have a larger surface area per unit mass and volume than the conventional materials, leading to the increase of the effectiveness of blocking UV radiation. Only the right (face) side of the fabric gets exposed to the rays and therefore, this surface alone needs to be covered with the nanoparticles for better UV protection. A sol-gel method can be used to incorporate nanoparticles on the surface. Spraying (using compressed air and spray gun) the fabric surface with the nanoparticles can be an alternate method of applying the nanoparticles.
3. ANTIMICROBIAL
For imparting antibacterial properties, nano-sized silver, titanium dioxide, zinc oxide, triclosan and chitosan are used. Nano-silver particles have an extremely large relative surface area, thus increasing their contact with bacteria or fungi and vastly improving their bactericidal and fungicidal effectiveness. Nano-silver is very reactive with protein and shows antimicrobial properties at a concentration as low as 0.0003 to 0.0005%. When contacting bacteria and fungi, it will adversely affect cellular metabolism and inhibits cell growth. It also inhibits the multiplication and growth of those bacteria and fungi which cause infection, odour, itchiness and sores.
Some synthetic anti-microbial nanoparticles are:
- Triclosan, a chlorinated bis- phenol, is a synthetic, non-ionic and broad spectrum antimicrobial agent possessing mostly antibacterial alone with some antifungal and antiviral properties.
- Chitosan, a natural biopolymer, is effectively used as antibacterial, antifungal, antiviral, non-allergic and biocompatible.
- ZnO nanoparticles have been widely used for their antibacterial and UV-blocking properties.
4. ANTISTATIC
An antistatic agent is a compound used for the treatment of materials or their surfaces in order to reduce or eliminate the build-up of static electricity generally caused by the triboelectric effect. As synthetic fibres provide poor anti-static properties, nanoparticles can be used to enhance this property. nano-sized particles like titanium dioxide, zinc oxide whiskers and nano-antimonydoped tin oxide (ATO) could impart anti-static properties to synthetic fibers. Such material helps to effectively dissipate the static charge which is accumulated on the fabric.
5. WRINKLE RESISTANCE
To impart wrinkle resistance to fabric, the resin is commonly used in conventional methods. However, there are limitations to applying resin, including a decrease in the tensile strength of fibre, abrasion resistance, water absorbency and dye-ability, as well as breathability. To overcome this, nanoparticles such as titanium dioxide and silica to improve the wrinkle resistance of cotton and silk respectively.
These are some of the ground-breaking properties imparted by nano-particles. But this is not it, nanotechnology holds potential for advancements far beyond our thinking. Researchers believe that in the years to come nanotechnology can venture into creating newer possibilities. Self-cleaning textiles are one of those:
6. SELF-CLEANING TEXTILES:
Fabrics could be self-cleaning with the use of nanotechnology. Various methods have been used to avoid adhesion of dirt and to release dirt as well. Textiles, having a rough surface can aid in self-cleaning. The kinetic energy of the dirt drop that falls on a textile can result in a positive outcome. The nanoparticles lying in the cavity of the rough solid surface of textile are not reached by the dirt drop. The electron in nanoparticles combines with the holes on the textile substrate. Oxygen and hydroxyl radicals are formed. Since both are unstable, it combines with the dirt and pollutants, thus removing them.
Self-cleaning textiles can be of use in:
- Medical Textiles
- Upholstery
- Undergarments
- Defense Textile
CONCLUSION:
Nanotechnology can be the next revolution. It is taking bounds and leaps. It has been introduced in several fields and is slowly making its way into the textile industry as well. With a potential so high, it is sure to create a wave. The major advantage of nanotechnology is in battling textile waste and pollution.The survey suggests that around 92 million tonnes of textile waste are generated every year. This is a very huge statistic. It accounts for almost 5% of the yearly landfill. Nanotechnology can tackle this issue by saving the environment and conserving resources. These changing times require newer methods before it’s too late. With several advantages, it is sure to stay in the textile industry for a long and eventually grow higher and higher.
References:
References:
About the Author:
Aayushi is pursuing her undergraduate degree in Fashion Technology from NIFT, Kannur. Her interests lie in sustainability, newer innovations, functional and technical garments.
Tags
Technical Textiles